惊呆了!如何把白条套出来自己用的方法曝光了一点新闻热播
|
引领机械前沿、机械视频,汽车、加工技术、3D打印、自动化、机器人、生产 工艺、轴承、模具、机床、钣金等行业前沿在这里等你 机械精彩视频 👉 螺纹的种类十一种,你又知道几种呢? 作为钢铁生产业中要求最为严格的钢种,轴承钢又被称为“钢中之王”,而如何锻造出“高纯净度”和“高均匀性”的轴承钢,将钢中含氧量控制在最低,一直是我国钢铁企业面临的难题。 西北工业大学材料学院刘东教授和其团队研发的强力旋轧技术(PTR),打破国外巨头技术垄断,突破我国轴承钢“卡脖子”技术,破解行业难题。 ◆◆ 解决轴承钢碳化物含量? “揉面撒盐 ”了解下 ◆◆ 轴承钢的质量如何提升?一是内部足够纯净,夹杂物质越少越好;二是足够均匀,材料内的颗粒物尽量细小、弥散。刘东教授介绍,"令人遗憾的是,一直以来,我国所生产的轴承钢质量与国际先进水平有较大差距。以夹杂物为例,国外产品夹杂物尺寸完全小于等于10μm,而国内最大粒径达到50~52μm,大小相差五倍之多 。”
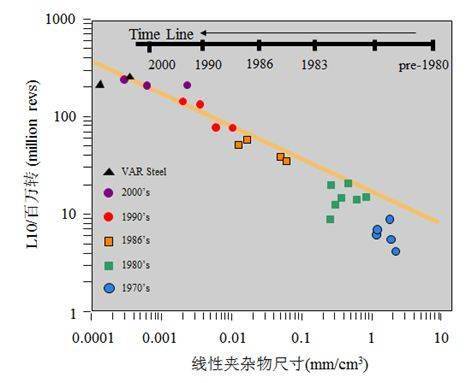
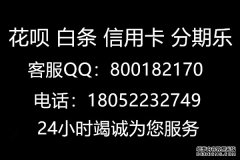
夹杂物与轴承疲劳寿命的关系 经过我们国家几十年的努力,氧含量、夹杂物、偏析等技术问题已经得到有效解决。行业中最后一个老大难——碳化物,被刘东教授团队攻克。 轴承钢属于高碳钢,其含碳量在所有钢中比较高。如果碳化物分布不均匀且呈大块状,就会严重影响质量。刘东教授解释说“就像揉面的时候撒了一把盐,要是面没有揉碎揉匀,那么面里就都是又咸又硬的疙瘩。”“让盐更细小均匀的分布在面里”就是刘东教授和团队追求的目标。 目前,通过PTR技术改性后的轴承钢已在多个项目中得到运用。实验室数据显示,运用强力旋轧(PTR)技术,晶粒尺寸由原来的50μm细化至10μm,碳化物尺寸仅为原先的1/10。首次将100年来,一直徘徊在600~700HV的GCr15轴承钢硬度提高至900HV以上,处于世界顶尖水平。除此以外,采用该技术后轴承寿命和可靠性得到大幅度提高,平均寿命达到计算寿命的26倍,可靠性达99.9%。 但是,在轴承钢领域,如何缩短与国外技术的差距,我们还有很长的路要走。 ◆◆ 铁姆肯 如何提高纯度 ◆◆ 轴承钢的核心问题是提高纯净度,首先要做的就是控制钢中的氧含量,炼钢中用ppm(每百万分之一)来作为氧含量的单位,一般来说8个ppm的钢就属于好钢,而高端轴承所需要的则是5个ppm的顶级钢。
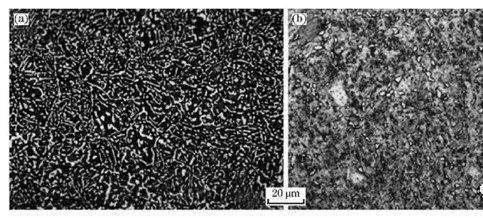
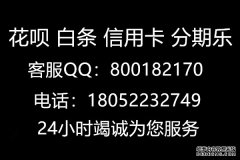
高端轴承钢中均匀细小的碳化物组织和热处理后均匀分布的细小碳化物 1. 炼钢技术是轴承钢纯度的核心 目前高速钢、工模具钢连铸技术在国内工业化生产基本属于空白,且这些高品质特殊钢连铸容易产生拉漏、产品易断裂及产生裂纹,成功率较低。虽然国内少数企业尝试过水平连铸和弧形圆坯连铸进行工模具钢的试制,但效果并不理想。铁姆肯使用的Jumbo Bloom 立式连铸机完美解决了这类高品质钢在连铸过程中产生的各类问题。 浇铸和铸坯凝固全部过程都是在垂直状态中进行的连续铸钢类型。这种连铸的中间罐、结晶器、二冷区、拉矫机、切割设备以及接受定尺铸坯等一系列设备和操作均布置在一条垂直的中心线上。
2. 表面渗碳热处理工艺 这是铁姆肯最引以为傲的热处理工艺,热处理过程中,使用特殊熔炉对内圈、滚子外部加热,使部件表面渗入碳。由此产生的高碳外表层非常坚硬且耐磨,同时芯部的低碳钢相对较软,这种外硬内软的特性使轴承部件面对冲击负荷时更具韧性。
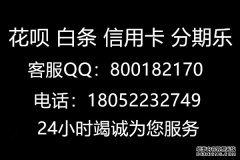
渗碳后的轴承内圈 ◆◆ 寻找 轴承钢短板 ◆◆ 近年来,瓦轴通过与瑞典奥沃科、美国铁姆肯及日本山阳等主要的国外轴承钢生产企业开展技术交流,对其生产过程、质量要求有较详细的了解,也对其实物水平进行了检测评价。 表1-表5列举了瓦轴与国外某知名轴承制造企业主要技术指标的对比,从标准上看,瓦轴所用轴承钢与国外知名公司产品相比,技术指标要求并没有太大差异,甚至对一些指标,如有害元素及夹杂物的要求更高。可以这样理解,实际上,国外企业对轴承钢冶炼制造过程更为关注,钢材冶炼加工是一个大而全的生产过程,诸多工艺过程每一个细小的制造环节都会对质量产生致命影响,而这些通过有限的几个试样检测无法真实全面体现。所以,针对专有产品进行装备、产线和工艺的固化,始终如一的过程控制是质量的根本保证,因此,国外轴承钢的实物水平远高于其标准要求。 表 1 化学成分及有害元素对比 表 2 低倍检验对比 表 3 按 ISO4967 检测非金属夹杂物对比 |


 支付宝扫一扫
支付宝扫一扫 微信扫一扫
微信扫一扫








评论列表